

聯系人:唐賑偉 總經理
手機:17708671365
座機:0757-81039905
傳真:0757-81039713郵箱:admin@shijun5.com
咨詢熱線:400-603-1365
公司網站:www.delielec.com.cn
地址:佛山市三水區白坭鎮三水大道南92號
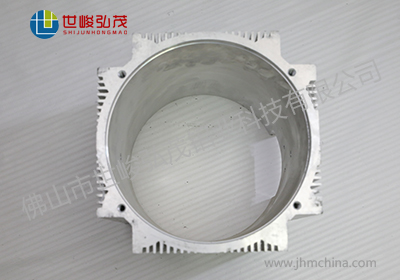
江西鋁型材電機外殼怎么樣
來源: 發布時間:2020-03-13 點擊量:1278
這樣的情況出現的時候就要做到及時的縮小甚至消滅小孔。另外在澆注的過程中,會出現二次氧化的過程,這樣容易造成殘渣在里面遺留的情況,鋁型材電機外殼
5:設計制造流速均勻的合格模具鋁型材在拉伸過程中有哪些注意事項?下面小編為您講解:1、拉伸必定要在鋁合金型材冷卻到50度以下方可移到拉伸架上進行拉伸作業,溫度過高即拉伸既會燙壞人體,燙壞毛條,更因為不能徹底消除鋁合金型材內應力而在時效前后呈現曲折,扭擰,功能不良等絕對廢品。2、拉伸量的操控在1%擺布
即伺服電機+旋轉編碼器+滾珠絲杠或齒輪齒條重復定位誤差一般不大于2個脈沖當量,遠遠小于0.01mm。定位精度是指在機床全行程上準確移動指定距離的能力。鋁型材電機外殼
特別是開口料,圓弧料,懸臂料,以及曲折形狀的型材更要留意拉伸夾墊的合理有用運用。4、留意寬厚比高的、懸壁長的、弧度大的、壁厚巨細懸殊的、形狀奇怪等型材的小腳、薄齒、長腿、圓弧面、傾斜面、開口、視點等的受力狀況,避免型材部分或點狀尺度變形、扭擰、螺旋等缺點發生。5、因毛條有阻熱發出效果,

3003:具有1xxx系合金的性能又要有比1xxxx系合金強度高,如廚具,食物和化工產品處理與貯存裝置,運輸液體產品的槽、罐,以及薄板加工的各種壓力容器與管道。鋁型材電機外殼
或多檔調速之間速差明顯,換檔時速度轉換突快。3:型材擠出時頭端上壓(沖壓)過快,尾端跑速或未減速,死區V3鋁大量的滲入。4:棒的質量較差,棒內過燒,大晶粒,疏松。壓余(V3鋁)過薄。5:模具流速比嚴重失調設計制造不合理。鋁型材外殼斷紋消除辦法:1:擠壓系數過大的型材改在小機臺生產,以尋求合適的擠壓比









